(轴承杂志社)
针对深沟球轴承分离型半保持架铆钉孔孔径较小,三坐标测量机测头在孔中移动距离受限,无法测量孔位置度的问题,利用三维光学测量仪,采用1/2Z大极角偏差修正方法,在极坐标系实现了小孔径孔位置度的测量,并通过实例验证了该方法的可行性。
对于深沟球轴承分离型半保持架,铆钉孔铆合的准确程度决定保持架的结构精度,从而影响轴承寿命。随着加工设备的自动化以及加工工艺的改进,铆钉孔加工精度也随之提升,为验证铆钉孔加工精度并提供测量数据以指导加工工序,需进行铆钉孔位置度测量。
通常,采用三坐标测量机测量孔位置度,对于铆钉孔孔径小于0.9 mm的半保持架,受三坐标测头直径与测头在孔中移动距离的限制,无法测量孔位置度。为解决类似的小孔径孔位置度无法测量的问题,尝试采用三维光学测量仪进行非接触测量,并通过试验、数据分析验证了该方法的可行性。
1 测量原理
三维光学测量仪是集光学、机械、电子、计算机图像处理等技术于一体的测量仪器,可以高精度、高效率地测量各种复杂工件的尺寸、角度及位置等。
1.1 测量方法及过程
分离型半保持架铆钉孔采用外径定位加工且均匀分布在保持架表面,各孔互为基准,通过夹具将半保持架固定在测量平台的适当位置。
1.1.1 粗建坐标系
将被测件放在三维光学测量仪平台的适当位置固定。根据加工定位方式测量基准圆,将镜头移至基准圆中心,清空x,y,z轴坐标,完成工件定位。
1.1.2 精建坐标系
在基准圆上测量一点,根据基准圆直径的大小阵列此点6~12次并使其均匀覆盖整个圆周,自动测量其余点数并将测量点拟合为基准圆。选取其中一个铆钉孔进行全自动测量,将得到的基准圆、铆钉孔圆构造坐标系x,y,z轴,完成精建坐标系,如图1所示。
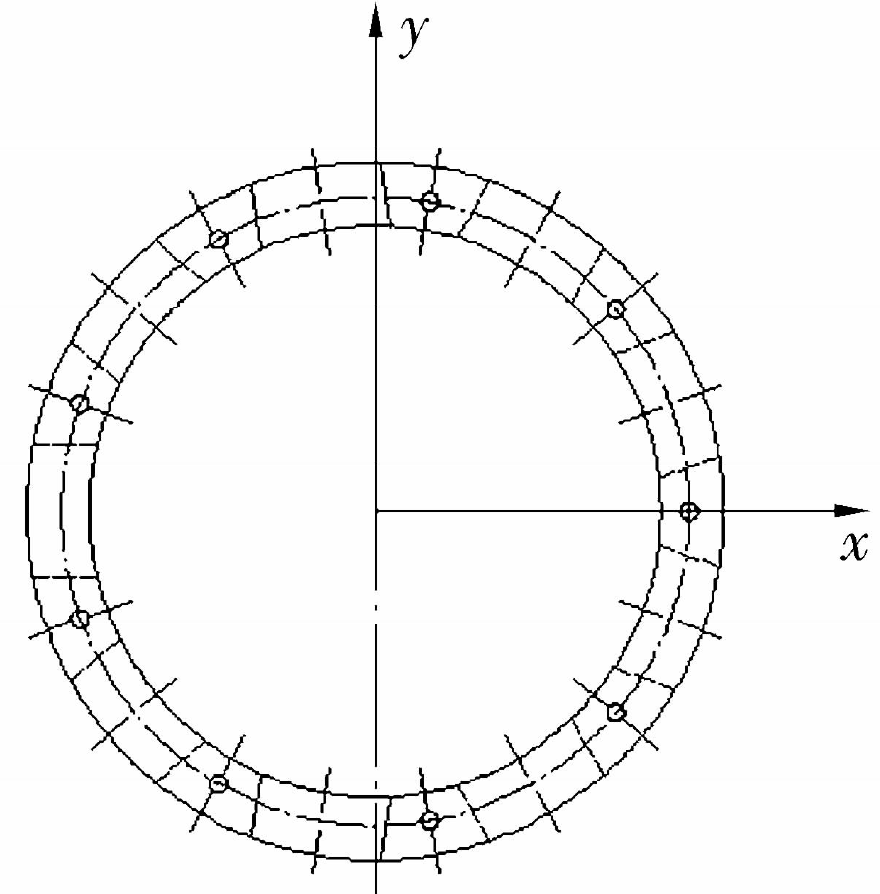
图1 精建坐标系
1.1.3 自动测量铆钉孔
测量其中一个铆钉孔,复制此孔测量方式,切换至极坐标并阵列此孔,阵列次数根据实际孔数决定,自动测量所有铆钉孔。
1.1.4 评价位置度
在极坐标系下选择其中一个孔,点击Nominal按键后出现该孔极坐标下的极径和极角,根据图纸要求将理论值与公差输入相应表格,利用极角和极径计算位置度。按照该步骤依次计算其余的孔位置度。
1.2 测量过程中的数据处理
铆钉孔位置度测量基于极径和极角的偏差进行计算,测量时若以其中一个孔为基准,评价其余孔位置度时会导致整体偏离公称值。这是由于所有孔的极角均偏离公称值,而分离型半保持架铆钉孔加工过程中各孔互为基准,将其中一个孔作为基准进行评价不符合实际要求。
同样,在三坐标测量机上测量互为基准的孔位置度时,亦不能以其中一个孔作为基准进行评价,但由于每个孔能够串动一定的角度,可以通过坐标系旋转进行评价,旋转原则遵循1/2公差原则。然而,三维光学测量仪无法旋转坐标系,研究后决定采用极角修正的方法进行评价,修正参数为极角偏差Z大极差的1/2,如图2所示。
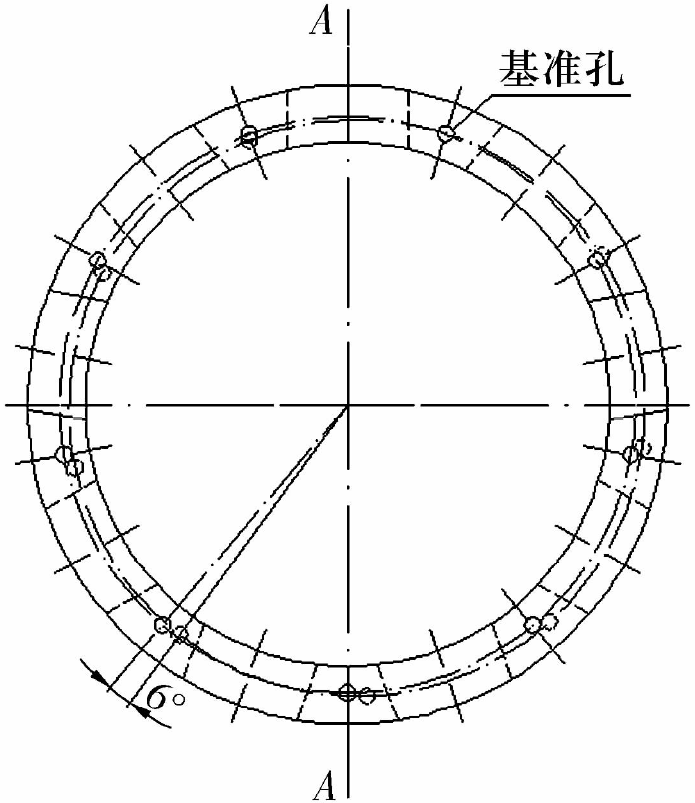
图2 极角偏差示意图
假设分离型半保持架铆钉孔10等分,则铆钉孔极角公称值α=360°/10=36°。设测量后铆钉孔各孔的极径、极角分别为Di,βi,则各孔极角偏差θi为

极角偏差的修正值δ为

根据直角坐标系与极角坐标系的转换关系,采用修正后的极角、极径进行位置度φ的评价,即

式中:r0为极径公称值。
根据(3)式得出的位置度即为实际需要的位置度,该测值可以反映孔位置度是否合格并用于指导实际加工。
2 试验验证及结果分析
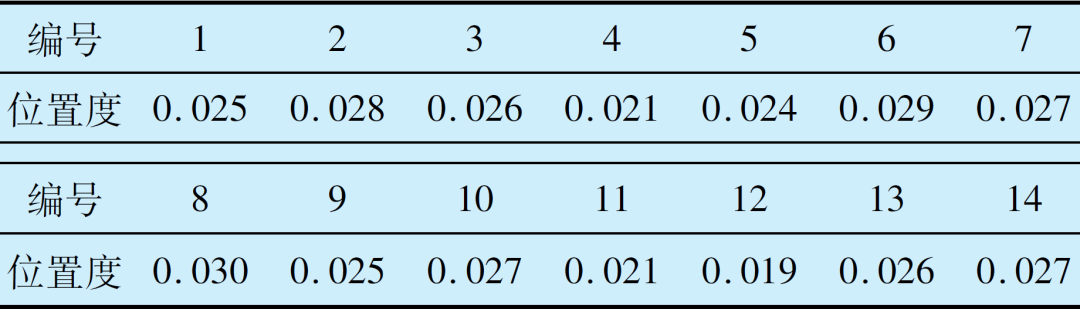
某型轴承半保持架铆钉孔孔径为0.7 mm, 14等分,中心径公称尺寸为(41.9±0.04)mm,位置度要求为0.03 mm。由未修正的测量结果(表1)可知选取任意一个孔作为基准进行评价,其余孔呈一定规律性变化,基准孔位置度较小,依次增大后变小(图3)。
表1 未修正位置度的测量结果
mm
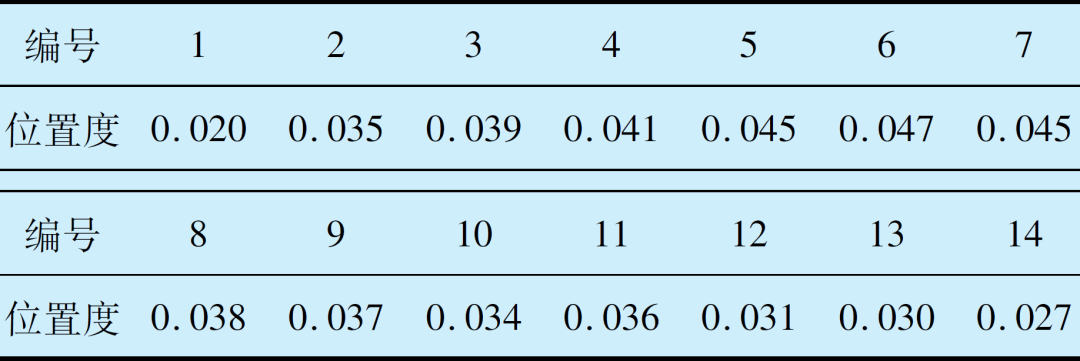

图3 修正前后的位置度
采用极角偏差Z大极差的1/2进行修正后的测量结果见表2,由表可知孔位置度在合格范围内,且修正后的位置度分布均匀(图3),符合实际要求。
表2 修正后位置度的测量结果
mm
为验证该方法的可靠性,对该型号轴承半保持架孔位置度重复测量10次,并计算测量数据的平均值及标准差,结果见表3:14个孔位置度测值的标准差Z大为0.001 mm,离散性较低,测量数值可靠;测值不确定度不超过0.003 0 mm,同样说明该方法的测值准确可靠。
表3 位置度重复性测量结果
mm

3 结束语
通过研究分离型半保持架铆钉孔的测量原理,结合三坐标测量机互为基准孔位置度测量方法,在三维光学测量仪上采用1/2Z大极角偏差修正方法实现了分离型半保持架孔位置度的测量。通过实例验证该方法有效可行,且测量结果重复性满足仪器Z大允许误差,离散性较低,测值可靠,解决了小孔径孔位置度无法测量的难题,目前该方法已在实际生产测量中得到应用。
(参考文献略)
来源:《轴承》2021年9期
作者:孙慧霖,杨晓峰,安浩俊
引文格式:
孙慧霖,杨晓峰,安浩俊.保持架铆钉孔位置度测量方法[J].轴承,2021(9):65-67.